
新聞中心
聯(lián)系我們
手 機(jī):17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區(qū)南橋鎮(zhèn)國(guó)順路936號(hào)5幢
改性PBT常見(jiàn)問(wèn)題及改善方法淺析
時(shí)間:2019-11-17 10:00
閱讀:1611
來(lái)源:互聯(lián)網(wǎng)
1. 缺口敏感性
原因:
PBT分子中的苯環(huán)和酯基形成大的共軛體系,減小了分子鏈的柔曲性,使分子剛性增加,并且極性酯基、羰基的存在使分子間作用力增大,分子剛性進(jìn)一步增強(qiáng),從而韌性很差。
解決方法:
a) 聚合改性
聚合改性就是通過(guò)共聚、接枝、嵌段、交聯(lián)等手段在聚合過(guò)程中在PBT分子中引入新的柔性鏈段,使其具有良好的韌性。
b) 共混改性
共混改性就是將改性劑或高沖擊強(qiáng)度材料與PBT共混或復(fù)合,使其作為分散相分布在PBT基體中,利用兩組分的部分相容性或適當(dāng)?shù)慕缑骛そY(jié)作用,提高PBT的缺口沖擊性能。如在PBT中添加反應(yīng)性增容劑POE-g-GMA,通過(guò)GMA與PBT的端羧基的原位增容反應(yīng),加強(qiáng)界面作用力,以達(dá)到增韌效果。
2. PBT薄壁制品需要更高的流動(dòng)性
薄壁電子元件
在電子電器、汽車(chē)電子工業(yè)領(lǐng)域,組件更薄是趨勢(shì),這就要求材料需要更高的流動(dòng)性,才能以盡可能小的相應(yīng)澆注器械的填充壓力或合模力來(lái)實(shí)現(xiàn)型模的填充。利用低黏度的熱塑性聚酯組合物也常常能實(shí)現(xiàn)更短的循環(huán)周期。另外,良好的流動(dòng)能力對(duì)于例如質(zhì)量分?jǐn)?shù)超過(guò)40%的玻璃纖維和/或礦物質(zhì)的高填充熱塑性聚酯組合物來(lái)說(shuō)也是非常重要的。
改善方法:
1.選擇低分子量的PBT,但是分子質(zhì)量降低會(huì)影響機(jī)械性能。
2.借助流動(dòng)促進(jìn)劑如硬脂酸酯或褐煤酸酯,可以改善PBT流動(dòng)性,但這類(lèi)低分子質(zhì)量酯會(huì)在產(chǎn)品加工和使用過(guò)程中滲出。
3.對(duì)于需要增韌的PBT材料,增韌劑的加入一定會(huì)導(dǎo)致流動(dòng)性下降,故而需要選擇對(duì)流動(dòng)性影響更小的增韌劑。
4.加入具有特定結(jié)構(gòu)的同類(lèi)低分子聚酯,如CBT,CBT是一種具有大環(huán)寡聚酯結(jié)構(gòu)的功能性樹(shù)脂,與PBT具有很好的相容性,極少的添加量,就可以大幅度提高樹(shù)脂的流動(dòng)性,而幾乎不影響力學(xué)性能。
5.加入納米材料,理想分散的納米材料在PBT中起到一種類(lèi)似于內(nèi)潤(rùn)滑的作用,可以提高PBT的流動(dòng)性,但納米填料的分散是共混改性過(guò)程中的一大難點(diǎn)。
3. 玻纖增強(qiáng)PBT材料容易翹曲
原因:
翹曲是材料不均勻收縮的結(jié)果。材料中組分的取向和結(jié)晶、注塑時(shí)采用不恰當(dāng)?shù)墓に嚄l件、模具設(shè)計(jì)時(shí)澆口形狀和位置不對(duì)、制品設(shè)計(jì)時(shí)壁厚厚薄不勻等都會(huì)造成制品的翹曲。PBT/GF復(fù)合材料的翹曲主要是玻纖在流動(dòng)方向上的定向限制了樹(shù)脂的收縮,PBT在玻纖周?chē)恼T導(dǎo)結(jié)晶又強(qiáng)化了這種效果,使得制品的縱向(流動(dòng)方向)收縮小于橫向(與流動(dòng)方向垂直的方向),這種不均勻收縮便導(dǎo)致了PBT/GF復(fù)合材料的翹曲。
解決方法:
一是加入礦物,利用礦物填料的形狀對(duì)稱(chēng)性減輕玻纖取向造成的各向異性;
二是加入非晶材料,降低PBT的結(jié)晶度,減少因結(jié)晶而造成的不均勻收縮,如加入ASA或者AS,但是它們與PBT相容性差,需要添加適當(dāng)?shù)南嗳輨?
三是調(diào)整注塑工藝,如適當(dāng)提高模具溫度,適當(dāng)增加注塑周期。
4. 玻纖增強(qiáng)PBT表面浮纖問(wèn)題
原因:
浮纖產(chǎn)生的原因比較復(fù)雜,簡(jiǎn)單說(shuō)來(lái),主要有以下幾個(gè)方面
(a)PBT與玻纖相容性很差,導(dǎo)致二者無(wú)法有效的粘結(jié)在一起;
(b)PBT與玻纖的粘度差異很大,導(dǎo)致二者在流動(dòng)過(guò)程中形成分離的趨勢(shì),當(dāng)分離作用大于粘合力時(shí)就會(huì)發(fā)生脫離,玻纖浮向外層而外漏;
(c)剪切力的存在,既會(huì)導(dǎo)致局部粘度有差異,又會(huì)破壞玻纖表面的界面層熔體粘度愈小,界面層受損,玻璃纖維受到的粘結(jié)力也愈小,當(dāng)粘度小到一定程度時(shí),玻璃纖維便會(huì)擺脫P(yáng)BT樹(shù)脂基體的束縛,逐漸向表面累積而外露。
(d)模具溫度影響。由于模具型面溫度較低,質(zhì)量輕冷凝快的玻璃纖維被瞬間凍結(jié),若不能及時(shí)被熔體充分包圍,就會(huì)外露而形成“浮纖”。
解決方法:
1) 加入相容劑、分散劑和潤(rùn)滑劑,改善浮纖問(wèn)題。如使用特殊表面處理的玻纖,或者加入相容劑(如:SOG,一種良流動(dòng)PBT改性相容劑,)通過(guò)“橋梁”的作用,增加PBT與玻纖的粘結(jié)力。
2) 優(yōu)化成型工藝改善浮纖問(wèn)題。較高的注塑溫度和模具溫度,較大的注塑壓力和背壓,較快的注塑速度,較低的螺桿轉(zhuǎn)速,都可以一定程度改善浮纖問(wèn)題。
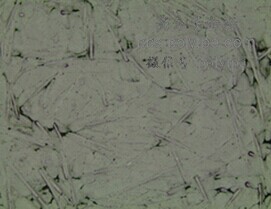
玻纖增強(qiáng)PBT表面浮纖圖
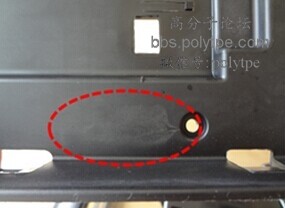
注塑機(jī)模具模垢現(xiàn)象
5. 玻纖增強(qiáng)PBT注塑過(guò)程易產(chǎn)生較多的模垢
原因:
模垢產(chǎn)生是由材料的小分子含量過(guò)高或者材料的熱穩(wěn)定性較差引起的。PBT由于其寡聚物和小分子殘留率通常在1%~3%,相對(duì)與其他材料容易產(chǎn)生模垢。而在引入玻纖以后,更加明顯。這將導(dǎo)致在連續(xù)加工過(guò)程中,需要定時(shí)清理模具,造成生產(chǎn)效率低下。
解決方法:
1) 減少小分子助劑的添加量(如潤(rùn)滑劑、偶聯(lián)劑等),盡量選擇高分子助劑;
2) 改善PBT的熱穩(wěn)定性,減少加工過(guò)程中熱降解產(chǎn)生的小分子產(chǎn)物;
5. PBT耐熱水解性較差
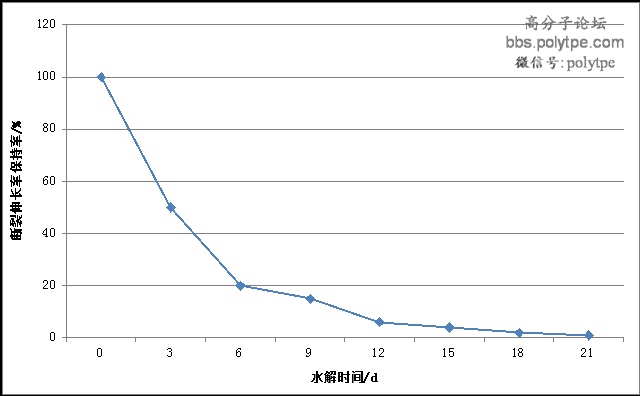
PBT耐熱水解性較差
原因:
影響PBT水解的主要因素是端羧基濃度。由于PBT含有酯鍵,在高于其玻璃化轉(zhuǎn)變溫度的溫度下置于水中會(huì)發(fā)生酯鍵斷裂,水解形成的酸性環(huán)境使水解加速反應(yīng),性能急劇下降。
解決方法:
一是添加水解穩(wěn)定劑,如碳化二亞胺,水解穩(wěn)定劑會(huì)消耗水解產(chǎn)生的羧基,減緩PBT的酸性水解速度,提高PBT樹(shù)脂的抗水解性。
二是是通過(guò)添加封閉PBT端羧基的方法,降低端羧基濃度,提高PBT的抗水解性,如加入帶環(huán)氧官能團(tuán)的助劑(如SAG系列, 一種苯乙烯-丙烯腈-GMA的無(wú)規(guī)共聚物),通過(guò)官能團(tuán)GMA與PBT端羧基反應(yīng)來(lái)封端,從而提高PBT的抗水解性。
